https://doi.org/10.3390/buildings12040459
Krishna Chauhan1, Antti Peltokorpi1, Rita Lavikka2 and Olli Seppänen1
1Department of Civil Engineering, Aalto University, 02150 Espoo, Finland
2VTT Technical Research Centre of Finland, 02044 Espoo, Finland
1. Introduction
2. Theoretical Background
3. Method
4. Analysis and Results
5. Discussion
6. Conclusions
Abstract
Prefabrication is rapidly increasing in construction, and previous research has identified various impacts of prefabrication on projects. Modular product architecture is a great enabler for prefabrication; however, practitioners would benefit from more explicit knowledge on the impacts of prefabricated product types with different levels of product modularity. This study investigates the connection between the modularity level and the monetary and non-monetary impacts of prefabricated products. First, the literature on prefabrication and modularity is used to form three propositions which are related to product modularity and the benefits of prefabrication. The level of modularity is considered with two dimensions: the proportion of modules and the module description detail. Second, four prefabricated products are analyzed to test the propositions. The analysis revealed that (1) the level of modularity adopted in the product is directly proportional to the benefits. More specifically, (2) a higher proportion of modules in a project product contributes to higher cost-benefits. On the other hand, (3) prefabricated products with highly detailed module descriptions seem to lead to higher non-monetary benefits, such as better ergonomics and work satisfaction. The study reveals new empirical evidence on the relationship between product modularity and the benefits of prefabricated products. Cost-benefit analysis revealed that even though some prefabricated products could have higher direct costs, the total cost can still be lower than conventional construction when also considering the indirect benefits. Practitioners can utilize the findings when selecting modular and prefabricated products that best fulfil their project objectives.
1. Introduction
An increase in prefabrication is a key driver for increasing performance in the construction sector [1,2] and many studies have discussed the positive impacts of prefabrication on reducing waste (e.g. [3]), shortening schedules [4], improving safety [5], reducing defects [6], and lowering greenhouse gas emissions [7]. Even though the implementation of prefabrication in a construction project impacts multiple factors [7], empirical research has focused mostly on a single product type or a single impact factor. Multiple impacts have not been thoroughly evaluated and compared between different product categories.
The majority of previous studies have classified prefabricated products into four categories: (1) component manufacturing and sub-assembly, including factory-made products, such as windows, bricks, and tiles; (2) non-volumetric off-site construction, including products that do not create usable space, such as structural frames and wall panels; (3) volumetric off-site construction, including pre-assembled units that create usable spaces, such as modular bathrooms, plant rooms, and shower rooms; and (4) modular buildings, including volumetric space units that also include the structure and exteriors, such as schools, motels, and prison blocks [8,9,10]. These categories, however, differ significantly in their scope, scale, and other main characteristics, and choosing a prefabricated product among these for a project is typically exclusionary. Thus, practitioners need suitable decision-making frameworks to compare prefabricated products and comparative information on their overall impacts.
Current research on the impacts of prefabricated products argues that a higher level of off-site construction typically provides more delivery, cost and quality benefits to projects but diminishes the flexibility and innovativeness [8,9,10]; however, the level of off-site construction does not fully consider the product architecture. We argue that the level of product modularity should also be considered when assessing different prefabrication products and their suitability for a project. Product modularity, where the required functions are assigned to specific physical components [11], often enables a higher level of off-site construction [10]. Some of the benefits of modularity, such as a reduction in CO2 emissions, reduction in waste and minimizing the energy losses could help the construction industry to contribute to the circular economy [12]; however, empirical research on assessing prefabricated product types together with their level of modularity is scarce. As modularity is one essential characteristic of prefabricated products, practitioners could benefit from more precise knowledge on the combined impacts of the prefabricated product type and the level of product modularity on a construction project’s performance. This paper aims to increase the knowledge of prefabrication’s multifaceted impacts on construction when modularity is considered a characteristic of the prefabricated product. The study addresses the following research question: How do the prefabricated product type and product modularity level affect the multiple dimensions of construction performance? Regarding the performance measurement, both the positive and negative impacts, as well as monetary and non-monetary impacts, are considered (see, e.g., [13]. Additionally, the level of modularity is considered using Hvam et al.’s [14] modularity framework.
The paper is structured as follows. First, the theoretical background introduces the literature on prefabricated product types and modularity assessment frameworks. Then, as a synthesis of the literature, three propositions on the connections between the level of prefabricated product modularity and project impacts are derived. The method section describes the impact evaluation method adopted in this study and the overall design for empirical research to test the developed propositions. We selected four prefabricated products for the empirical analysis, two representing volumetric products and two non-volumetric products with different modularity levels. The analysis and results section focuses on revealing the patterns between the product characteristics and project performance. The following section discusses the findings in light of the previous literature. The final section summarizes the theoretical contributions and implications for practice and suggests avenues for further research.
2. Theoretical Background
This section reviews the relevant literature on prefabricated product types and their impacts and product modularity. Based on the literature analysis, we then elaborate on our three propositions.
2.1. Multiple Impacts of Prefabrication
Most previous research on prefabrication has emphasised the importance of prefabrication and discussed prefabrication as an immediate solution to improve the construction industry’s productivity. Prefabrication can affect the following project factors: cost (e.g., [15]), time [4], waste [16], safety [5] and defects [10].
The impact on cost is the most controversial topic in the prefabrication literature, as prefabrication has been shown to be more cost-efficient than on-site construction due to reduced labor and material costs and less construction waste [17]. Boyd et al. [18] highlighted 30% savings from off-site construction; however, prefabrication implementation also increases capital costs [19] through investments in new machinery and factories (e.g., [20,21]). Costs are also increased due to additional transportation costs [17], complex techniques, and the requirement for highly skilled workers [22].
Regarding the factors lowering the total costs, numerous studies have indicated that a shorter on-site construction schedule is a major attraction for implementing prefabrication [23,24,25]. In traditional construction, major delays occur because of subcontractor work, disputes with stakeholders, delayed decision making between the client and consultant, slow information flow between several subcontractors and project team members, poor site management and poor weather conditions [26]. Most of these delay factors could be avoided with prefabrication. For instance, all the prefabricated components can be manufactured in the factory, which would be independent of the weather conditions. Additionally, compared with conventional construction, prefabrication creates less noise and waste, which lowers the chance of a dispute with a construction site’s neighbourhood.
Waste reduction is one major objective in implementing prefabrication, and it concerns the different types of waste, such as material waste, defects, waiting times and overproduction [3,27,28,29]. The major characteristics of prefabrication for waste minimisation include having a factory-controlled process, which is material and resource-efficient by nature, the capability to assemble repetitive units in a controlled environment and minimising waste because of less weather intrusion and site theft when compared with conventional construction.
The safety improvements in prefabrication have been well presented in previous research. Fortunato et al. [30] explained the four causes of risk in traditional construction: falls, overexertion/repetitive motion/working in an awkward position, becoming caught in equipment/objects/materials, and being struck by an object/equipment. The use of prefabrication decreases these risks because of the better ability to perform complex assemblies at the ground level or off-site, the ability to have fewer workers on-site, easier monitoring of hazardous activities, less involvement of the contractor and subcontractors and an overall safer working environment [5,31]. The Construction Industry Report [31] noted that 73% of prefabrication users adopt safety measures, including safety personnel appointments and the development and implementation of a health and safety plan. In contrast, only 48% of non-prefabrication users have adopted similar measures.
Better quality in construction could also be achieved by implementing prefabrication [17,32,33]. In the prefab manufacturing plant, quality can be checked in multiple stages. For example, the first stage would be before the prefabrication process, where the project manager would conduct material quality checks to confirm that all the materials meet specific quality standards. Second, quality checks can be employed before the unit’s installation, where the project team could also ask for the approval of each unit and still then check the quality after the installation of the units. Thus, better quality can be achieved in a prefabrication process than in a conventional one [6].
2.2. Prefabricated Products and Their Impacts
Most previous researchers have classified prefabricated products into four categories based on the degree of product standardization and off-site production [8,9,10]. Table 1 presents these categories.
Table 1. Prefabricated Product Categories.
| Category | Definition | Examples | Impacts | Sources |
| Modular buildings | Pre-assembled volumetric units that form a complete building or part of the building. Consist of the highest level of off-site production and standardization. | Motels, prison blocks, residential buildings, and houses. | Speeds up the construction schedule by up to 50%, more cost-efficient than panelized homes, and better safety and productivity. | [10,34] |
| Volumetric pre-assembly | A specific part of the building that encloses usable spaces but does not constitute the whole building. | Modular bathrooms, plant rooms, and shower rooms. | Reduction in self-weight, less complex for maintenance, and overall cost reduction. | [21,35] |
| Non-volumetric pre-assembly | Pre-assembled elements that do not create usable spaces. | Wall panels, structural frames, and bridge units. | Improves the structural performance, reduces ergonomic risk, and reduces cost and time. | [36,37,38] |
| Component manufacture and sub-assembly | Typically, always made in a factory and never considered for on-site construction. | Bricks, tiles, and windows. | Impacts from traditional construction. | [8] |
In the current paper, our focus is on volumetric and non-volumetric pre-assembly.
Volumetric pre-assembly: Volumetric products are manufactured for usable space and are then installed with or onto a building or structure. They include, for example, prefabricated bathroom units (PBUs), machine rooms, and hospital patient rooms.
Non-volumetric pre-assembly: This category includes the pre-assembly of non-volumetric items, that is, they cannot be used as usable spaces. Examples include precast concrete elements, mechanical, electrical, and plumbing (MEP) corridor elements, and water pipe modules. Most previous studies on prefabrication impacts have focused on non-volumetric products. For instance, Hong et al. [15] utilized a precast balcony, precast staircase, and prefabricated air conditioning panel to evaluate cost impacts. Some studies have evaluated specific non-volumetric product impacts, such as cross-laminated timber (CLT) wall lateral behavior [36]; however, multiple impacts have not yet been studied.
2.3. Product Modularity
In addition to the level of prefabrication, product modularity is another aspect to consider when analyzing industrialized products and their impacts on construction. Ulrich [11] mentioned that the most important character of a product’s architecture is modularity which is related to functionality, and a modular structure contains modules with standardized interfaces and interactions [39]. Modularization is the activity in which module structuring takes place [40]. The same product can be formed with different modularization strategies.
The generic benefits of modularity have been extensively discussed in the literature. They include cost savings, product variety, and the enhanced flexibility and simplification of complex systems [12]). Wuni and Shen [41] argue that modular integrated construction (MiC) transforms fragmented site-based building construction into the production and assembly of value-added prefabricated modules; however, previous studies have not evaluated the benefits of prefabricated product types in construction projects when taking the level of modularity into account. To fill this research gap, as a first step, evaluating the modularity of prefabricated products is necessary. Thus, this study adopted Hvam et al.’s (2017) framework for product modularity assessment.
2.4. Modularity Framework to Assess Prefabricated Products
Hvam et al. [14] suggested a modularity assessment framework for classifying products based on their modularity level (Figure 1). The framework is based on two dimensions: (1) the proportion of the modules in the end product and (2) the degree of detail for the modules contained in the end product.

Figure 1. Modularity assessment matrix [14].
To estimate the proportion of modules, the product modules should first be defined. Two hundred modules are part of the product containing self-contained functionality [11, 40]. The modules can be designed independently, yet when combined into the final product, they function together as a whole [42]. The module proportion as a percentage contained in the end product, such as in a whole building, can be crudely estimated and for renovation projects, it would be reasonable to proportionate the share of modules only to the renovated part of the building. The analysis aims to estimate the product’s approximate rather than precise placement in the low–high axis.
The second dimension of the matrix is the module descriptions. According to Hvam et al. [14], this specifies “the degree of detail of modules contained in the product—as opposed to the degree of detail of the product itself” (p. 5). Based on Mikkola [43], the degree of modularity depends on the components used, their interfaces, characteristics, and the opportunity for replacement. Hvam et al. [14] explain that the more concrete the module’s form, function, and interfaces are, the higher its product placement. For instance, if the overall product is loosely defined, but the used modules have detailed predetermined designs, the product could be placed at the top of the matrix [44]. Similarly, if the product is fully customized for a specific construction project and its requirements, the module description detail level is typically low.
Based on the framework, any product could be located in one of the four corners. The estimation for both dimensions could be completed mostly subjectively without using any specific formula or equations. Thus, the exact location of the product is not the goal, but the ability to compare different products is. The highest modularity level is materialized when the whole end product consists of modules with a high degree of detail.
2.5. Connecting the Level of Modularity in Prefabricated Products to Project Performance
This section aims to synthesize the literature on prefabrication in construction and product modularity and develop propositions on the impacts of prefabricated and modular products on project performance. The extensively discussed benefits of modularity include simplifying the designs, lead time reductions, and the standardization and prefabrication of subsystems [10]. Outside of construction, modularity is also a major means for increasing competitiveness [10,39]; however, the degree of modularity depends on the components adopted, their interfaces, and the opportunity for modular replacement [43]. Based on the previous literature, we suggest the following:
P1: The level of modularity of the prefabricated product adopted in a construction project is directly proportional to the extent of the gained benefits. Proposition 1 suggests that prefabrication impacts can be increased by increasing the proportion of modular prefabricated products in the end product, by increasing the degree of detail in the modular prefabricated products, or by both. This improvement should be possible even without moving from one prefabricated product type to another. When considering the proportion of modules in a building, one can argue that this proportion is typically highly dependent on the prefabricated product type. The use of modular building production methods means the proportion of modules is high. On the other hand, using non-volumetric pre-assembly products implies that much of the assembly and fitting and finishing work involves no prefabricated modules (e.g. [10]). Therefore, when we adopt a particular prefabricated product type in the project, our specific attention should be placed on the impacts of the degree of detail on the benefits. Hvam et al.’s [14] framework emphasizes the product’s detailed module description, with projects benefiting from detailed information for all stages of the project design and installation process [45]. Baldwin and Clark [42] further mention that products do not benefit from modularization principles unless such products are composed solely of modules that are described in detail. In the construction context, we argue that description details are often defined at the project level, leading to prototype problems, at least if the repetition does not allow for a steep learning curve inside the project. Therefore, we argue that predefined detailed module descriptions should benefit the project when using certain prefabricated product types. These arguments lead to the second proposition:
P2: Prefabricated products with detailed module descriptions are more beneficial than those with less detailed ones. Gosling et al. [46] highlighted module description-related problems in prefabricated buildings, such as incorrect specifications, a lack of assembly alignments, the on-site coordination of deliveries and trades, and information flow issues. These mostly non-monetary problems could be resolved by providing detailed module descriptions, for instance, correct module forms, functions, and specifications. Therefore, we argue that implementing prefabricated products with highly detailed module descriptions should eventually provide more non-monetary benefits, such as worker satisfaction, benefits from earlier project completion, and better safety and ergonomics [13].
P3: Higher module description detail leads to higher non-monetary benefits. We next present our research method to validate and elaborate on the defined propositions empirically.
3. Method
Our research’s main objective was to create new knowledge regarding prefabricated products’ specified impacts when modularity is taken into account and to create new knowledge on the connections between prefabricated product types, the level of modularity, and their multiple impacts on projects. This requires an in-depth analysis of multiple product types implemented in real projects. According to Yin [47], a multiple case study is a suitable approach to investigate this kind of problem. Furthermore, multiple sources of evidence can be used to increase reliability and because our research considers the non-monetary benefits of prefabrication, multiple sources of information were necessary for the analysis. Thus, this research was conducted based on a multiple case study analysis.
3.1. Case Selection
Seawright and Gerring [48] have suggested seven case-selection strategies: typical, diverse, extreme, deviant, influential, most similar, and most different. In this research, we employed the most different procedure to determine the impacts of different prefabricated products via a cross-case analysis. By selecting different prefabrication cases in terms of their modularity dimensions, we could examine the relationship between the product characteristics and the multiple impacts. We chose a case involving volumetric prefabricated products (prefabricated machine room) and three cases involving non-volumetric prefabricated products (bathroom pipe module, MEP corridor elements and water pipe modules).
4. Prefabricated machine room: This case is an office building project in which a prefabricated machine room was designed, produced, and installed. The machine room included all the technical equipment inside a single steel frame with exteriors and a roof. The room included pre-assembled automation and control systems, heat distribution and recovery systems, refrigeration appliances, water, and electricity supply systems. The data originated from an interview with the project manager, product description reports, and a site visit report.
5. Bathroom pipe module: This case implemented the prefabricated bathroom pipe module product consisting of water pipes, sewer pipes, and toilets. This product is manufactured based on the bathroom size, and its weight is about 55 kg. The bathroom pipe module has been implemented in several projects in different parts of the world. For this study, we have analyzed the impacts of this product in a residential renovation project in the middle of Finland, which consists of a five-story building, 4 staircases, and 52 apartments. Each apartment consists of a bathroom with a 3 m2 area. The case is analyzed based on the cost data, interview with the product developer, product description reports, and experiences shared by site managers and engineers.
6. Mechanical, electrical, and plumbing corridor elements: This case adopted prefabricated MEP corridor elements installed in an office building. The MEP contractor had implemented similar prefabricated MEP racks with heating, cooling, ventilation pipes, and electric wires in several projects. The data originated from project reports, site visit reports, and an interview with the project manager.
7. Water pipe modules: We analyzed prefabricated domestic water pipe modules installed in a plumbing renovation project. The project involved 6 buildings and 164 apartments. The case was investigated based on a site visit, interviews with the contractor’s and client’s representatives, and a focus-group discussion (FGD) with an installer and site engineers.
3.2. The Modularity of the Selected Cases
Hvam et al.’s [14] framework was adopted to evaluate the modularity of the selected case products (Figure 2). Placement of the model’s products is not based on any particular formula but on subjective and relative placement within the dimensions.
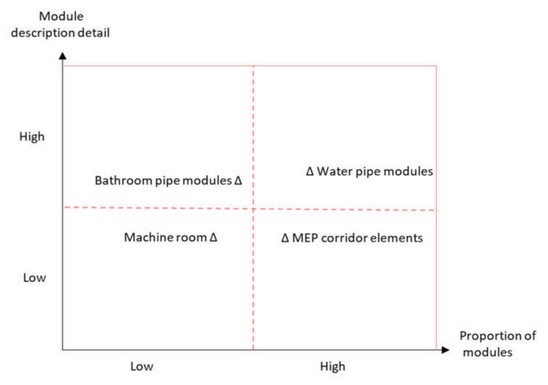
Figure 2. Approximate modularity of the selected cases.
Bathroom pipe modules: This renovation project implemented prefabricated bathroom pipe module products. Other parts of the building were designed and renovated following traditional methods. The module producer described the specifications, forms, and functions of the bathroom pipe modules and components in detail. In summary, the solution was placed in the top left quadrant of the matrix.
Machine room: This solution included a single module designed and installed in the project. Even though the module was rather large, it was only a small share of the whole office building project. According to the project manager, the module was quite complex to install. As a project-specific and unique product, the description detail regarding the product was not great initially. Thus, even though the machine room was prefabricated, the product was placed in the bottom left area of the matrix.
Mechanical, electrical, and plumbing corridor elements: This case implemented prefabricated MEP corridor elements, including a MEP rack with heating, cooling, ventilation, and electrical systems. The solution covered quite a large part of the whole office building project; however, the modules were designed for this specific building without major design and interface standardization. Therefore, it was placed on the bottom right quadrant of the matrix.
Water pipe modules: The solution was based on a commercial pipe module product developed by a Finnish company. The standard pipe design was utilized and fitted to the building. The pipe modules were installed in stairwells and apartments. Based on the site measurements, pipes were pre-cut in the factory and then delivered to the site. As the project’s scope focused on a domestic water system renovation, a large proportion of the project was implemented through the modules. During the site visit, the site manager mentioned that the product was easier to install as its specifications and forms were described in detail. In summary, the product was placed in the top right area of the modularity matrix.
3.3. Data Collection and Analysis
After selecting the cases, data were collected for within- and cross-case analyses [10], with the identified quality, delivery, cost, and flexibility as the competitive priorities to consider while evaluating the production system. Thus, to evaluate the impact of prefabrication, we used the choosing-by-advantage (CBA) method developed by Suhr [49], as it has been found to be the most appropriate method for choosing alternatives [50]; however, Suhr [49] did not provide clear guidelines regarding a monetary factor analysis. Consequently, Chauhan et al. [13] argued that CBA would be more effective if the cost components could be evaluated based on a cost–benefit analysis to account for indirect monetary effects. Thus, this study combines CBA with a cost–benefit analysis of cost components (Figure 3).

Figure 3. The choosing-by-advantage steps, according to Arroyo et al. [50].
The CBA process we adopted began by defining the prefabrication solution and any on-site alternatives, identifying the most probable impacts of the solution or factors likely to affect production, defining assessment criteria to compare alternatives, describing each factor’s attributes and the advantages of each attribute, and marking the least preferred attributes. The most challenging stage was deciding on the importance of advantages (IoAs). Based on public documents, interviews, and observations, each advantage’s IoA points were agreed upon in an FGD session. The FGD included 17 leading Finnish architecture, engineering and construction (AEC) companies representing different construction, design, building product, and IT companies.
We then followed the European Commission [51] guidelines to carry out a cost–benefit analysis by comparing the total costs of conventional construction with the total costs of prefabrication. We first evaluated the total cost of conventional construction and the direct costs of the prefabricated products. We then identified all the benefits and disadvantages of the prefabricated products and converted these impacts into costs. Then, cost–benefit ratios were calculated for each case.
3.4. Within- and Cross-Case Analyses
As an outcome, the CBA analysis enabled us to compare the traditional and prefabricated solutions in all four cases and conduct a cross-case analysis of the relative impacts of the four analyzed case products.
A cross-case analysis helps to identify patterns by looking at the data in divergent ways and increasing the probability of capturing novel findings [47]. Following Yin [47], we first conducted a within-case analysis by comparing each solution with its alternative in traditional on-site construction using a cost–benefit analysis and CBA to determine a performance measurement. Then, the four cases and their performances were compared for different dimensions (product category, level of modularity, and the monetary and non-monetary impacts of the products) to test and elaborate on our propositions.
4. Analysis and Results
4.1. Within-Case Analysis
For our in-depth case analysis, CBA was used, where the monetary factors were analyzed based on a cost–benefit analysis.
4.1.1. Case I: Bathroom Pipe Module
1. Choosing-by-advantage.
The CBA results for the bathroom pipe module are presented in Table 2. According to the on-site interviews and discussions, the major identified non-monetary benefits were being easier to install, having a shorter project schedule, and a higher quality; however, the design uncertainty and availability of the installers were found to be the advantages of the conventional method.
Table 2. Choosing-by-Advantage for Bathroom Pipe Module (EUR 1000).
| Factors | Alternative 1: Bathroom Pipe Module | Imp | Alternative 2: Conventional | Imp |
| Installation | Att: Easier to install Adv: 2–3 times easier than conventional | 60 | Att: Difficult to install Adv: | |
| Project schedule | Att: Fast to construct Adv: 5–15% faster than conventional | 58 | Att: Slower when constructed on-site Adv: | |
| Quality | Att: Higher quality, less maintenance Adv: 2–3 times higher quality then conventional | 60 | Att: Lower quality, requires more maintenance Adv: | |
| Design uncertainty | Att: No access to the original source for design Adv: | - | Att: Installed in the actual location Adv: Lower uncertainty with design | 40 |
| Availability of installer | Att: Sometimes difficult to find experienced installers Adv: | - | Att: All the subcontractors are following the traditional mechanism Adv: Easily available installer | 25 |
| Total IofAs | 178 | 65 |
Key: Att = attributes; Adv = advantage, Imp = importance, IoAs = importance of advantages.
From the perspective of the product manufacturers, the installation process of the bathroom pipe module product is 2–3 times shorter than in conventional construction and the product is light and easy to install on the bathroom wall. In the traditional method, the installer needs to spend more time connecting small parts required for the final product.
In this project, bathroom renovation time was reduced by 5–15% compared with the conventional method. Overall, the project team estimated that the whole site schedule was reduced by a week. Additionally, earlier completion of the bathroom helped subcontractors arrange bathroom workers to be involved in other activities, which helped maintain the streamlined workflow. Noise and dust were also reduced, which made the circumstances better and easier for the workers and neighbors.
The quality of the prefabricated bathroom module was significantly higher than in the conventional renovation method. Pipes used to manufacture this product were breakable in several parts that would make it easier to identify possible problems with the pipe and leakage of the system. The product is sealed with soundproof and odor-proof materials, which directly benefits the customer. Additionally, the manufacturer assumes that the need for maintenance would be significantly lower than in the traditional method.
Despite the huge advantages of the bathroom pipe modules over traditional construction, some limitations were identified. For example, the product manufacturers mentioned that obtaining initial information about the installation could be a hurdle, as the design often contains uncertainty. Additionally, the installation requires more experienced people than in the conventional method.
2. Cost–benefit analysis
The cost–benefit analysis for prefabricated bathroom modules versus traditional on-site construction is presented in Table 3. The direct costs (raw materials, labor, and module installations) were about 3% lower than in the conventional renovation method.
Table 3. Cost–Benefit Analysis for a Prefabricated Bathroom Pipe Module (EUR 1000).
| Total Project Cost (Conventional) = 396 | |
| Total Cost of a Conventional Renovation of Pipe Module= 374 | |
| Monetary factors | Cost of bathroom pipe module compared with conventional construction |
| Direct cost (material, labor, transportation, and installation) | −10 |
| Indirect costs | - |
| Project schedule | −9 |
| Additional work | −18 |
| Total cost | 337 |
| Project-level benefit–cost ratio = in total project cost = 396/359=1.10 > 1 | |
The project received benefits from several indirect cost factors. For instance, each staircase was completed 1.5 weeks earlier, and a total of 15% of time was saved compared with the conventional method. This resulted in 2% savings. Additionally, based on the cost data, several additional works were reduced by implementing this product, such as the transportation of smaller parts, fixing the installation, and maintaining a smooth workflow. This resulted in about 5% savings.
Based on Hvam et al.’s [14] modularity assessment framework, this case project belongs to the top left quadrant as the module of this product was described in detail. The FGD was organized to evaluate the IofA points for non-monetary factors. The FGD participants mentioned that the detailed product description of the modules was a major factor for them while choosing modular bathrooms over the traditional ones and the difference in importance of the advantage points between the modular and conventional methods of the bathroom was 113.
4.1.2. Case II: Machine Room
1. Choosing-by-advantage
Based on the non-monetary advantages and disadvantages, CBA was applied, as presented in Table 4. The identified non-monetary factors for the machine room included the space, project schedule, customer value, installation, maintenance working conditions, and design flexibility.
Table 4. Choosing-by-Advantage for the Machine Room.
| Factors | Alternative 1: Machine Room | Imp | Alternative 2: Conventional | Imp |
| Space | Att: Requires less space, meaning less maintenance and heating Adv: 18% space saved compared with conventional | 70 | Att: Requires more space Adv: | |
| Project schedule | Att: Faster to construct, less uncertainty Adv: 1 week faster than conventional | 40 | Att: Slower to construct Adv: | |
| Customer value | Att: Maintenance service included Adv: Less downtime for customer | 60 | Att: More downtime for customer Adv: | |
| Installation of new machines | Att: Might be complex to install Adv: | - | Att: Easier to install Adv: Easier to install | 40 |
| Maintenance work conditions | Att: Limited space blocks worker mobility Adv: | - | Att: No disturbance to worker mobility Adv: | 30 |
| Design flexibility | Att: Design should be fixed earlier Adv: | - | Att: Easier to make changes according to space users Adv: Easier to design | 55 |
| Total IofAs | 170 | 125 |
Key: Att = attributes; Adv = advantage, Imp = importance, IoAs = importance of advantages.
According to the project manager, about 18% of the room space was saved compared to conventional construction, requiring less maintenance and heating. These impacts were analyzed as non-monetary impacts, as accurate cost effects were hard to estimate. The project was completed one week faster than conventional implementations, benefiting everyone (contractor, owner, customer). Additionally, a single supplier designed the machine room, therefore, lifecycle support and resolving later issues were improved.
However, a key drawback was its challenging installation. Once installed, it limited workforce mobility during the next project phase. Designing the prefabricated machine room was also more complex than in conventional construction.
Based on the FGD, space was considered the most important advantage factor (70 points), whereas design flexibility was the least important, with 55 points given to its alternative (i.e., conventional).
2. Cost–benefit analysis
The machine room cost–benefit analysis is presented in Table 5. The direct cost was 19% higher than for on-site construction. The direct costs included MEP-related and installation costs. The increase was mainly due to the additional cost required at the installation location, where the floor preparation costs were higher.
Table 5. Cost–Benefit Analysis for a Prefabricated Machine Room (EUR 1000).
| Total Project Cost = 4900 | |
| Total Cost of Conventional Construction = 124 | |
| Monetary Factors | Cost of the machine room |
| Direct cost (material, labor and installation) | +24 |
| Indirect costs | - |
| Space (−18%) | −35 |
| Schedule (−1 week) | −6 |
| Co-ordination | −1 |
| Design work | +2 |
| Total cost (direct + indirect) | 108 |
| Project-level benefit–cost ratio = 4900/4884 = 1.00 > 1 | |
Major savings came through indirect costs. According to the project manager, about 18% of the typical machine room space was saved due to the more compact prefabricated version, equating to 28% cost savings. The installation process was completed about one week faster, which resulted in a 4.8% saving through general condition costs and project administration costs and about 0.8% coordination cost savings; however, some indirect costs were higher, such as the additional design cost, at about 1.6% more than for conventional design.
This case product is estimated to be in the bottom left quadrant of Hvam’s modularity assessment framework. Compared to the other case, this product was less modular and had less description of the product module.
4.1.3. Case III: Water Pipe Modules
1. Choosing-by-advantage
Table 6 shows the CBA analysis for the pipe modules. Implementation of the water pipe modules allowed residents to stay in situ during the renovation, which was a huge advantage.
Table 6. Choosing-by-Advantage for Water Pipe Modules.
| Factors | Alternative 1: Pipe Modules | Imp | Alternative 2: Conventional | Imp |
| Customer value | Att: No need to evacuate Adv: More customer-friendly compared with conventional | 85 | Att: Requires evacuation Adv: | - |
| Project schedule | Att: Faster to construct Adv: 2 weeks per floor faster than conventional | 75 | Att: Slower to construct Adv: | - |
| Quality | Att: Standard materials are connected Adv: Easier to detect leakages and connect materials | 70 | Att: No standard materials are connected Adv: | - |
| Documentation | Att: Well documented Adv: Better pipe documentation | 65 | Att: Poorly documented Adv: | - |
| Pipe scratching | Att: Higher possibility of being scratched Adv: | - | Att: Lower possibility of scratching Adv: | 65 |
| Design | Att: Not suitable for all buildings Adv: | - | Att: Suitable for all buildings Adv: More suitable than prefabrication | 55 |
| Total IofAs | 295 | 120 |
Key: Att = attributes; Adv = advantage, Imp = importance, IoAs = importance of advantages.
The renovation of each staircase was completed two weeks earlier than with conventional methods, directly benefitting the customer. Additionally, the water pipe modules were manufactured in a factory, with staged quality inspections that also involved the insulation, pipe bracket, and high-quality surface inspections. Furthermore, the installers mentioned that the pipe module documentation was better than for conventional installations.
However, prefabricated product surface scratching was reported as a common problem during installation, which is not an issue for conventional installations. In addition, the pipe modules were installed as a visible element in the stairways and lobbies, which would not fulfil the aesthetic requirements in all buildings. Additionally, the manufactured modules have very strict tolerances, which might require additional on-site fitting work when combined with the looser tolerances of the renovated building.
Overall, the FGD viewed customer value as the most important factor (85 points), while pipe scratching was the least important factor, with 65 points awarded to conventional construction.
2. Cost–benefit analysis
The cost–benefit analysis of the water pipe modules is presented in Table 7. According to the site manager, the direct cost was the same as for conventional construction. Major savings came through indirect costs. The implementation allowed residents to stay in their apartments during the entire renovation period; approximately EUR 350,000 of the additional budget would have been needed to evacuate the apartments for conventional renovation. Additionally, based on the site manager’s assumption, each staircase was completed two weeks faster than for conventional construction.
Table 7. Cost–Benefit Ratio for Water Pipe Modules (EUR 1000).
| Total Project Cost = 2924 | |
| Total cost of conventional construction = 2624 | |
| Monetary Factors | Cost of pipe modules |
| Direct cost (material, labor and installation) | Same as in conventional construction |
| Indirect costs | |
| Evacuation cost | −350 |
| Schedule (general condition cost + administration cost) | −49 |
| Project schedule (capita cost and profit margin and others) | −147 |
| Total cost (direct + indirect) | 2078 |
| Project level benefit–cost ratio = 1.26>1 | |
This case belongs to the top right quadrant of the modularity assessment framework. Where the case contains a high number of modules, and the modules are described in detail. This case product was the most attractive product for construction stakeholders who participated in the FGD session, where the IofA difference was 175, which is the highest compared with other cases.
4.1.4. Case IV: Mechanical, Electrical, and Plumbing Corridor Elements
1. Choosing-by-advantage
The CBA for the MEP corridor elements is shown in Table 8. According to the project manager, the project was completed four weeks earlier than for conventional construction. He further assumed that the quality of these elements was better than for conventional products (better heat and noise insulation, easier to install). The installers confirmed the ease of installation enabled physical movements during the installation task.
Table 8. Choosing-by-Advantage for Mechanical, Electrical, and Plumbing Corridor Elements.
| Factors | Alternative 1: MEP Corridor Elements | Imp | Alternative 2: Conventional | Imp |
| Schedule | Att: Fast to construct Adv: 4 weeks faster than conventional | 60 | Att: Slow to construct Adv: | |
| Quality | Att: Better soundproofing, better insulation assembly quality Adv: Less sound is transmitted, better insulation | 55 | Att:Non-standardized environment, disruptions in workflow Adv: | |
| Ergonomics | Att: Allows for movement and stretches Adv: More comfortable to install | 40 | Att: Poor assembly ergonomics Adv: | |
| Material risk | Att: Elements required large holes in walls Adv: Transportation holes might ease stealing from site | Att: Easier to keep site locked Adv: | 25 | |
| Design change | Att: Difficult to change the design Adv: | Att: Easy to modify spaces for rental users Adv: Easier to change the design | 55 | |
| Subcontractor motivation | Att: Lower motivation of subcontractor Adv: | Att: Conventional method has beenin practice for a long time Adv: Higher subcontractor motivation | 30 | |
| Total IofAs | 155 | 110 |
Key: Att = attributes; Adv = advantage, Imp = importance, IoAs = importance of advantages.
However, one issue concerned later design changes being difficult; thus, in following the CBA guidelines, points were given to the on-site product alternative. Other FG site managers mentioned corridor elements requiring large wall openings, which increased the on-site theft risk. In addition, some subcontractors were not familiar with the prefabricated corridor elements; it was difficult to motivate them to install these elements as it lowered the subcontractors’ and workers’ piecework pay.
In summary, the FGD session found that the schedule was the most important non-monetary factor (60 points). In contrast, a design change was considered the least important factor, with 55 points assigned to the conventional route.
2. Cost–benefit analysis
The cost–benefit analysis for MEP corridor elements is presented in Table 9. In this project, the direct cost was found to be 11% lower than for conventional construction. The material costs for the prefabricated products were higher, but the labor cost was reduced significantly due to factory installation.
Table 9. The Cost–Benefit Analysis of Mechanical, Electrical, and Plumbing Corridor Elements (EUR 1000).
| Total Project Cost = 4200 | |
| Total Cost of Conventional Construction is 110 | |
| Monetary Factors | Cost of Prefabricated MEP Corridor Elements |
| Direct cost (material, labor and installation) | −12 |
| Indirect costs | - |
| Design | +8 |
| Project schedule (4 weeks) | −23 |
| Meetings | −1 |
| Material pickup | −1 |
| Total cost | 81 |
| Project-level benefit–cost ratio=4200/4171 = 1.01 > 1 | |
Indirect cost benefits arose from the implementation. For example, MEP corridor elements were installed in 28 days on-site, which was 4 weeks shorter than conventional construction, saving around 20% in general costs compared to conventional installations. During the site visit, the project manager mentioned that, due to prefabrication, 2–3 days were saved in subcontractor coordination meetings, resulting in about a 1% saving compared to conventional construction. In addition, about 1% of the cost was eliminated in material pickups by utilizing corridor element prefabricated products.
Regardless of the indirect cost benefits, prefabrication required additional design costs, with about a 7.3% cost increase. A highly skilled designer was required to make detailed fabrication-level designs. In addition, more coordination was needed between the designer and contractor. This case belongs to the bottom right quadrants of the modularity assessment framework, where the end product is estimated to be highly modular but with less description of the modules. Even though the modules were less described, the MEP prefabrication was prioritized over its traditional counterparts; however, compared with other case products, this one was less prioritized with an IofA 45.
4.2. Cross-Case Analysis and Validation of the Propositions
After the in-depth within-case analyses, a cross-case analysis was conducted to identify common patterns in the cases. We focused on the connections between the level of modularity and the impacts of the prefabricated products. We first compared the cases regarding their monetary and non-monetary factors (Table 10 and Figure 4).

Figure 4. Cost advantage analysis.
Table 10. Cross-Case Analysis of Selected Cases.
| Case Product | Product Category | Position in Modularity Assessment Matrix | Impacts on Monetary Factors (Project Level (B/C)) | Impact on Non-Monetary Factors (IoA Differences) |
| Bathroom pipe module | Volumetric | Top left | 1.10 | 113 |
| Machine room | Volumetric | Bottom left | 1.00 | 45 |
| MEP corridor elements | Non-volumetric | Bottom right | 1.01 | 45 |
| Water pipe modules | Non-volumetric | Top right | 1.26 | 175 |
Based on the analysis, all cases’ cost-benefit ratios were above one, which means they were all economically beneficial for implementation. The advantage point difference between the prefabrication and conventional method was also positive in all cases; thus, prefabrication is more beneficial from the non-monetary “value” perspective compared with the traditional method.
When considering the project-level cost–benefit aspect and advantage points, the machine room was the least beneficial solution among the cases. It was also characterized by the lowest relative proportion of modules and low module description detail. The corridor element had similar non-monetary advantages but slightly better cost–benefits. The water pipe modules dominated the machine room in both dimensions. As the water pipe modules had the highest level of modularity and the machine room the lowest, the findings provide indicative support for proposition 1, stating that the level of modularity is directly proportional to the extent of the gained benefits.
The second and third propositions were related to the connections between the module description detail and prefabrication impacts. As the water pipe modules had the highest project benefits, the findings also support proposition 2 about more benefits arising from detailed modular product descriptions. Additionally, the bathroom pipe module’s and the water pipe module’s highly detailed module descriptions seem to be connected to their better non-monetary impacts. Thus, this finding strongly supports proposition 3 regarding the higher non-monetary benefits of prefabricated products with detailed module descriptions.
5. Discussion
Implementing prefabricated products impacts multiple direct and indirect factors [7] that affect productivity in the construction industry [52]; however, the effects of prefabricated product types and modularity on construction projects have not yet been discussed in the literature. Based on the findings, several contributions can be made to the existing literature on prefabrication and modularity in construction. First, we argue that the level of modularity of the prefabricated product adopted in a construction project is, on average, proportional to the extent of the gained benefits. Many previous works discuss the benefits of modularity (e.g., [10,12]), and modularity is further discussed as one of the major means of increasing firm competitiveness [39]. Our analysis indicates that construction projects with a higher proportion of modules have a higher project-level cost–benefit ratio than projects with a lower share of modules. This was especially evident when comparing our water pipe module case with the other cases. More specifically, the finding indicates that a high proportion of modules in a project is especially recommended if the major objective of prefabrication is to gain remarkable cost benefits. Previous research has indicated that the need for complete modular product architecture increases if low costs are prioritized [1]. This research extends that knowledge by stating that a complete modular product architecture contributes to higher benefits resulting mostly from advantages in indirect cost factors, such as schedule and quality issues, while the impacts on direct costs are more mixed.
Second, the analysis reveals that detailed descriptions of prefabricated modules are connected to their non-monetary benefits, which, in the analysis, were defined using the CBA approach. Baldwin and Clark [42] explained how products would be more beneficial if the product modules were described in detail. In our analyses, cases with highly predetermined module descriptions (i.e., water pipe modules and bathroom pipe modules) had more non-monetary benefits, such as time-related, ergonomics, and safety, than those with less detailed descriptions (MEP corridor elements and a machine room).
The observation regarding the non-monetary impacts can be extended to the discussion on the productization of the modules. Both the bathroom and water pipe modules products represented solutions owned and developed by a company that aimed to use the same detailed solution in multiple projects. Conversely, the machine room and MEP corridor elements were designed directly to meet the specific project’s needs. Therefore, it can be argued that product ownership and usage in multiple projects support the notion of taking non-monetary impacts into account. Furthermore, this indicates that product ownership and design reuse can support learning and continuous improvement. In other words, project-specific solutions tend to focus on cost benefits, and they may encounter potential challenges with other impacts, such as those related to lower work satisfaction or negative on-site surprises. In conclusion, selecting prefabricated product types for a project should be made carefully based on the project’s priorities.
This research adopted the CBA approach to evaluate multiple impacts of prefabricated products in construction. The analysis revealed that the CBA approach is a suitable method to compare prefabricated products with conventional construction, especially when indirect costs at the project level are also considered in the cost part of the analysis. The CBA approach embedded in the cost–benefit analysis is especially fruitful when comparing complex products with multifaceted impacts on many different project stakeholders and it would be more effective to evaluate the production systems based on the competitive priority factors of cost, quality and flexibility [10].
6. Conclusions
This research analyzed the impacts of modular and prefabricated products based on multiple case analyses. The cases included a volumetric product (prefabricated machine room) and three non-volumetric products (bathroom pipe module, MEP corridor elements and water pipe modules). Hvam et al. [14] proposed a modularity assessment framework based on the proportion of modules and module description detail. We used this framework to develop three propositions for prefabrication impacts and tested the propositions via the empirical analysis of four cases.
The cross-case analysis revealed that prefabricated products that form a high proportion of the project are more cost-beneficial than products that form only a low proportion of the project. The implication is that practitioners who aim to maximize project cost-efficiency should consider utilizing prefabricated solutions for a major part of the whole project. In renovation projects, these solutions are typically non-volumetric elements, but in new buildings, they may belong to any prefabricated product category from non-volumetric elements to fully modular buildings. The study also revealed that prefabricated products often have many non-monetary benefits. These more hidden or soft benefits, such as worker satisfaction, safety, and ergonomics, may be easier to materialize if the used product is not only designed for the project at hand but has a longer development and improvement history in multiple past projects. Thus, we recommend that practitioners favor productized standard solutions with existing detailed designs if they want to tackle these non-monetary impacts in their projects. On the other hand, if project-specific solutions are used, the project team should be aware of the potential pitfalls and invest in competency and resources to avoid issues in the design and execution stages.
This study investigated four case solutions, and therefore the generalizability of the findings is rather limited. Further research is required to analyze more diverse cases of implemented prefabricated products with high-level modularity and compare the benefits with the low-level use of modular products. Moreover, the impacts of the prefabricated products should be evaluated in different project stages and from different stakeholder perspectives. An analysis of planned impacts and realized impacts would also reveal the most suitable measurement methods in each project stage.
Author Contributions
Conceptualization, K.C. and A.P.; methodology, K.C. and A.P.; data curation, R.L.; A.P. and K.C.; writing—original draft preparation, K.C.; writing—review and editing, A.P.; R.L. and O.S.; supervision, A.P.; project administration, A.P. and O.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was financially supported by the Building 2030 Esivalmistuksen pilotointi project 4106599.
Informed Consent Statement
Informed consent was obtained from all respondents interviewed in the study.
Conflicts of Interest
The authors declare no conflict of interest.
References
1. Peltokorpi, A.; Olivieri, H.; Granja, A.D.; Seppänen, O. Categorizing modularization strategies to achieve various objectives of building investments. Constr. Manag. Econ. 2018, 36, 32–48.
2. Thamboo, J.; Zahra, T.; Navaratnam, S.; Asad, M.; Poologanathan, K. Prospects of developing prefabricated masonry walling systems in Australia. Buildings 2021, 11, 294.
3. Lu, W.; Chen, K.; Xue, F.; Pan, W. Searching for an optimal level of prefabrication in construction: An analytical framework. J. Clean. Prod. 2018, 201, 236–245.
4. Bernstein, H.; Gudgel, J.; Carr, D. Prefabrication and Modularization: Increasing Productivity in the Construction Industry; Modular Building Institute: Charlottesville, VA, USA, 2011.
5. Fard, M.; Terouhid, S.A.; Kibert, J.C.; Hakim, H. Safety concerns related to modular/prefabricated building construction. Int. J. Inj. Control. Saf. Promot. 2015, 24, 10–23.
6. Johnsson, H.; Meiling, J. Defects in off-site construction: Timber module prefabrication. Constr. Manag. Econ. 2009, 27, 667–681.
7. Sandanayke, M.; Luo, W.; Zhang, G. Direct and indirect impact assessment in off-site construction: A case study in China. Sustain. Cities Soc. 2019, 48, e101520.
8. Gibb, A.G.F.; Isack, F. Re-engineering through pre-assembly: Client expectations and drivers. Building Research and Information 2003, 31, 146–160.
9. Gosling, J.; Schoenwitz, M.; Pero, M.; Towill, D. Defining and categorizing modules in building projects: An international perspective. J. Constr. Eng. Manag. 2016, 142, e04016062.
10. Jonsson, H.; Rudberg, M. Classification of production systems for industrialised building: A production strategy perspective. Constr. Manag. Econ. 2014, 32, 53–69.
11. Ulrich, K. The role of product architecture in the manufacturing firm. Res. Policy 1995, 24, 419–440.
12. Gershenson, J.K.; Prasad, G.J.; Zhang, Y. Product modularity: Definitions and benefits. J. Eng. Des. 2003, 14, 295–313.
13. Chauhan, K.; Peltokorpi, A.; Lavikka, R.; Seppänen, O. Deciding between prefabrication and on-site construction: A choosing-by-advantage approach. In Proceedings of the International Group for Lean Construction, Dublin, Ireland, 1–7 July 2019.
14. Hvam, L.; Herbert-Hansen, Z.N.L.; Haug, A.; Kudsk, A.; Mortensen, N.H. A framework for determining product modularity levels. Adv. Mech. Eng. 2017, 9, 1687814017719420.
15. Hong, J.; Shen, J.Q.; Li, Z.; Zhang, B.; Zhang, W. Barriers to promoting prefabricated construction in China: A cost–benefit analysis. J. Clean. Prod. 2018, 172, 649–660.
16. Khanazode, A.; Fisher, M.; Reed, D. Benefits and Lessons Learned of Implementing Building Virtual Design and Construction (VDC) Technologies for Coordination of Mechanical, Electrical and Plumbing (MEP) Systems on Large Healthcare Projects. J. Inf. Technol. Constr. 2008, 13, 324–342. Available online: https://www.itcon.org/paper/2008/22 (accessed on 20 December 2021).
17. Tam, V.W.Y.; Fung, I.W.H.; Sing, M.C.P.; Ogunlana, S.O. Best practice of prefabrication implementation in the Hong Kong public and private sectors. J. Clean. Prod. 2015, 109, 216–231.
18. Boyd, N.; Khalfan, M.M.; Masqood, T. Off-site construction of apartment buildings. J. Archit. Eng. 2013, 19, 51–57.
19. Zhai, X.; Reed, R.; Mills, A. Factors impeding the off-site production of housing construction in China: An investigation of current practice. Constr. Manag. Econ. 2014, 32, 40–52.
20. Hwang, B.G.; Shan, M.; Looi, K.Y. Key constraints and mitigation strategies for prefabricated prefinished volumetric construction. J. Clean. Prod. 2018, 183, 183–193.
21. Pan, W.; Ibb, A.F.G.; Dainty, A.R. Leading UK housebuilders’ utilization of off-site construction methods. Build. Res. Inf. 2008, 36, 56–67.
22. Molavi, J.; Barral, D.L. A construction procurement method to achieve sustainability in modular construction. Procedia Eng. 2016, 145, 1362–1369.
23. Polat, G. Factors affecting the use of precast concrete systems in the United States. J. Constr. Eng. Manag. 2008, 134, 169–178.
24. Goodier, C.; Gibb, A. Future opportunities for offsite in the UK. Constr. Manag. Econ. 2007, 25, 585–595.
25. Zhang, X.; Skitmore, M.; Peng, Y. Exploring the challenges to industrialised residential building in China. Habitat Int. 2014, 41, 176–184.
26. Chan, D.W.; Kumaraswamy, M. An evaluation of construction time performance in the building industry. Build. Environ. 1996, 31, 569–578.
27. Lu, W.; Yuan, H. Investigating waste reduction potential in the upstream processes of offshore prefabrication construction. Sustain. Energy Rev. 2013, 28, 804–811.
28. Li, Z.; Shen, G.Q.; Alshawi, M. Measuring the impact of prefabrication on construction waste reduction: An empirical study in China. Resour. Conserv. Recycl. 2014, 91, 27–39.
29. Hong, J.; Shen, G.Q.; Mao, C.; Li, Z.; Li, K. Life-cycle energy analysis of prefabricated building components: An input–output-based hybrid model. J. Clean. Prod. 2016, 112, 2198–2207.
30. Fortunato, B.R.; Hallowell, M.R.; Behm, M.; Dewlaney, K. Identification of safety Risks for high-performance sustainable construction projects. J. Constr. Eng. Manag. 2012, 138, 499–508.
31. MGH Construction. Safety Management in the Construction Industry: Identifying Risks and Reducing Accidents to Improve Site Productivity and Projects; Construction Industry Report; MGH Construction: Thorpe Bay, UK, 2013.
32. Jaillon, L.; Poon, C. Sustainable construction aspects of using prefabrication in dense urban environment: Hong Kong case study. Constr. Manag. Econ. 2008, 26, 953–966.
33. Jaillon, L.; Poon, C.; Chiang, Y. Quantifying the waste reduction potential of using prefabrication in building construction in Hongkong. Waste Manag. 2009, 29, 309–320.
34. Lopez, D.; Froese, T. Analysis of costs and benefits of panelized and modular prefabricated homes. Procedia Eng. 2016, 145, 1291–1297.
35. Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Yeong, K.L.O.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, e121245.
36. Deng, P.; Pei, S.; van de Lindt, J.W.; Amini, M.O.; Liu, H. Lateral behavior of panelised CLT walls: A pushover analysis based on minimal resistance assumption. Eng. Struct. 2019, 191, 469–478.
37. Hassan, M.; Usman, M.; Hanif, A.; Farooq, S.H. Improving structural performance of timber wall panels by inexpensive FRP retrofitting techniques. J. Build. Eng. 2020, 27, e101004.
38. Morelli, M.; Brandt, E. A Performance Assessment of Prefabricated Bathrooms Installed in the 1990s. Recent Developments in Building Diagnosis Techniques, Building Pathology and Rehabilitation, 5th ed.; Delgado, J., Ed.; Springer: Singapore, 2016.
39. Miller, T.D.; Elgärd, P. Defining modules, modularity and modularization: Evolution of the concept in a historical perspective. In Proceedings of the 13th IPS Research Seminar, Fuglsoe, Denmark, 20–21 April 1998.
40. Voordijk, H.; Meijboom, B.; Han, J. Modularity in supply chains: A multiple case study in the construction industry. Int. J. Oper. Prod. Manag. 2006, 26, 600–618.
41. Wuni, I.Y.; Shen, G. Critical success factors for modular integrated construction projects: A review. Build. Res. Inf. 2020, 48, 763–784.
42. Baldwin, C.Y.; Clark, K.B.; Managing in an Age of Modularity. Managing in an Age of Modularity. Harvard Bus. Rev. 1997, 75, 84–93. Available online: https://hbr.org/1997/09/managing-in-an-age-of-modularity (accessed on 15 January 2022).
43. Mikkola, J.H. Capturing the degree of modularity embedded in product architectures. J. Prod. Innov. Manag. 2006, 23, 128–146.
44. Praslov, J.; Morstensen, N. Interface definitions in literature: A reality check. Concurr. Eng. 2015, 23, 183–198.
45. Seol, H.; Kim, C.; Lee, C.; Park, Y. Design process modularization: Concept and algorithm. Concurr. Eng. 2007, 15, 175–186.
46. Gosling, J.; Towill, D.R.; Naim, M.M.; Dainty, A.R.J. Principles for the design and operation of engineer-to-order supply chains in the construction sector. Prod. Plan. Control. 2015, 26, 203–218.
47. Yin, R.K. Case Study Research and Applications, 6th ed.; Sage: Newcastle upon Tyne, UK, 2018.
48. Seawright, J.; Gerring, J. Case selection techniques in case study research: A menu of qualitative and quantitative optinos. Political Res. Q. 2008, 61, 294–308.
49. Suhr, J. The Choosing-by-Advantages Decisionmaking System; Greenwood Publishing Group: Westport, CT, USA, 1999.
50. Arroyo, P.; Tommelein, I.D.; Ballard, G. Comparing AHP and CBA as decision methods to resolve the choosing problem in detailed design. J. Constr. Eng. Manag. 2015, 141, 04014063.
51. European Commission. Guide to Cost–Benefit Analysis of Investment Projects. December 2014. Available online: https://ec.europa.eu/regional_policy/sources/docgener/studies/pdf/cba_guide.pdf (accessed on 15 December 2021).
52. Hasan, A.; Baroudi, B.; Elmualim, A.; Rameezdeen, R. Factors Affecting Construction Productivity: A 30-Year Systematic Review. Eng. Construct. Archit. Manag. 2018, 25, 916–937. Available online: https://www.emerald.com/insight/content/doi/10.1108/ECAM-02-2017-0035/full/html (accessed on 15 December 2021).
Academic Editor: Srinath Perera https://doi.org/10.3390/buildings12040459
Received: 20 February 2022 / Revised: 20 March 2022 / Accepted: 23 March 2022 / Published: 7 April 2022
More research papers